
VIP-medlem

6YL-100 typ skruvpressare
Huvudprestandaparametrar för 6YL-100-typ spiralpressmaskin Huvudtekniska parametrar: 1, pressaxelsrotationshastighet: 30-40 varv / min 2, växellådan r
Produktdetaljer
Huvudprestandaparametrar för typ 6YL-100 skruvpressare

Huvudtekniska parametrar:
1, pressa axeln rotationshastighet: 30-40 varv / min
Växellådan: 15/40 * 15/55 = 1: 9,78
Användningskraft: 7.5KW
Dimensioner: längd / bredd / höjd (mm)
1640/640/1200
Enkelvikt: cirka 480 kg
Arbetsprincipen och konstruktionen:
1, Arbetsprincipen:
När oljepressaren fungerar, kommer det att hanteras bra material embryo band som behållaren, olja från behållaren in i pressning. Den skruvade spiralen går in och trycks.
Eftersom material embryo i oljepressaren i tryckning utförs i driftstillstånd, i tryckning högt tryck, material embryo och tryckning skruv, en stor friktion motstånd mellan tryckning. På så sätt kan embryon och embryo generera friktion och orsaka relativ rörelse. Den andra sidan är rotcirkeldiametern av skruvtryckningen gradvis tjockare, när skruvtryckningen roterar, så att material embryo kan drivas framåt och vändas utomhus, samtidigt som material skikt nära skruvtryckningsytan roterar med axeln, så att varje material embryo partikel i skruvtryckningen inte rör sig i samma riktning med samma hastighet. Det finns också relativ rörelse mellan partiklarna. Värme som genereras av friktion uppfyller den nödvändiga delen av värmen i oljepressprocessen, vilket bidrar till att främja termisk degeneration av proteinet i materialet, förstör kolloiden, ökar plasticiteten och minskar också oljans viskositet, lätt att pressa ut oljan, vilket förbättrar oljepressaren.
Struktur: Maskinen har matningsbehållardelen, växellådedelen, tryckningsdelen, skruvtryckningsdelen, rackdelen består av fem huvudsakliga delar: se figur (1)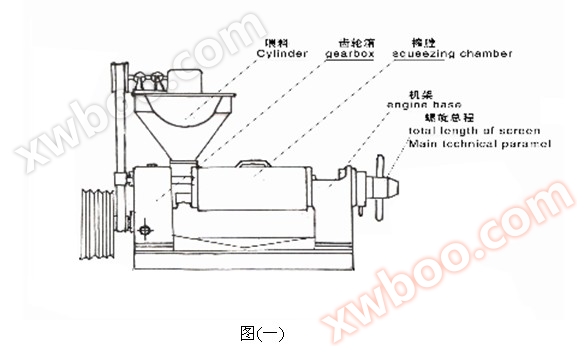
Installation av maskinen:
Oljepressaren måste installeras på grundval av en fast installation av jordfotskruvar för att hålla kroppen horisontell. Motorn är placerad på baksidan av matfältet.
Smörjning av maskinen:
Oljepressaren använder huvudsakligen två former av smörjning av olja och smör. Tankningscyklen i tabell 2
|
Serienummer NEJ |
Smörjningsdelar smörjning |
Oljetyper smörja |
Tankning cykel Tidslängd |
Cykel för oljebyte Smörjningsersättningsperiod |
1 |
Justera skruvar Justeringsbult |
20nr mekanisk olja Mekanisk olja nr.20 |
Varje klass2Nästa 1-2 gånger / dag |
|
2 |
Paraply Gear Bevel växel |
20nr mekanisk olja Mekanisk olja nr.20 |
Varje klass2Nästa 1-2 gånger / dag |
|
3 |
Lagersätt Lagerbusk |
20nr mekanisk olja Mekanisk olja nr.20 |
Varje klass2Nästa 1-2 gånger / dag |
|
4 |
Växellåda Växellåda |
20nr mekanisk olja Mekanisk olja nr.20 |
Första gången12 kg |
Sex månader. |
5 |
Varje rulllager lager |
Smörjmedel Fett |
En gång om året. |
Fyra. Maskindrift:
Viktiga punkter innan start:
1. Tätt 12 kg olja i växellådan innan start.
2 När maskinen är installerad, fyll smörjelja i enlighet med föreskrifterna, kontrollera om varje del är fäst, handtaget och pluggen är flexibla.
3. med händerna för att flytta stora band hjul maskin har ingen lösning eller kortmaskin fenomen, om det finns onormala i tid uteslutas.
4. Justera remmets löshet, starta motoren och kontrollera om spårhjulsriktningen överensstämmer med riktningen på märket.
5 Kontrollera att förberedelserna är färdiga, släpp låsmuttern för att skruva till dödpunkten, sedan tillbaka 3-4 omgångar, sedan framåt halva omgång för att säkerställa att skruvan och mellanrummet mellan kaken.
2) Öppning:
1, starta motoren, starta maskinen, lägga kaken till 6% -8% vatten, häll i behållaren, slipa pressning, matning kan inte vara överdriven, annars kan det orsaka pressning blockering och fast död maskin olycka, därför börja avpressning bör vara långsam och jämn, vänta på pressning efter slipning, normalt efter kaken, kan du hälla material embryo i behållaren.
2. efter drift observera kakan situationen, om inte ut kakan, kommer att trycka ut skruven igen 1-2 cirklar, om inte ut kakan, bör stopp kontrolleras. Kom ihåg att inte köra bil. Efter felsökning åter jungfruarbete. Vid normal drift är kakan 1-2 mm tjock, kaken är klinklig, hand klämmer icke-klibbig, är smidig inuti, rynkar utanför, ytan är utan oljefråck.
Kakens tjockleksjustering: flytta handtaget på justeringsspiralen, kommer att justera skruvan att rotera i klockriktning, skruvan ut, kakan är tjock, tvärtom blir kakan tunn. (Justeringsskruv till vänster T165x6) Utgångsringen skiljer sig från den lite större koniska vinkeln, och varje runda varierar med 0,4-0,5 mm jämfört med tjockleken på kaken.
Under driften av oljepressaren bör oljan ofta kontrolleras, slurry situation, normalt när oljan för det mesta strömmer ut från raden och de föregående delarna av trädgården. Om kaken krossas, tyder det på att embryoet är för torrt. Om det upptäcks att kakefär (spridning av ånga) i stora skivor indikerar att fukten är för hög, bör embryonens fuktighet justeras i tid.
Utsläppning av slag: sträckan utförs i fina skivor för att indikera hög fuktighet, såsom pulveriserat skum för att indikera låg fuktighet. Trädgårdsutsläpp för mycket tryckmuttrar inte trycka runt, bör trycka runt muttrar, om vatten är lämpligt, kan strängarna inte utsläppa slag eller mindre slag, runt en liten mängd slag är också tillåtet. Hög och låg fuktighet i material embryo påverkar direkt olja hastigheten, därför bör du kontrollera fuktigheten i bra material embryo vid pressning.
3) Avstängning:
1. normala avbrott bör böja alla material embryo, upprepade gånger kommer att pressa skruva in flera gånger, kommer att pressa i korset gå färdigt, lägga ut kaken till slutet och sedan parkera.
2. strömavbrott eller plötslig parkering på grund av annan olycka, först avbryta strömförsörjningen, dra ut släppningsskärmen, vända det stora remhjulet med mänsklig kraft, så att hjärtaxeln vänder ut matämnet, omedelbart pressa skruvan ut ur pressningen (när mänsklig kraft vänder det stora hjulet svårt, får inte tvingas göra. för att undvika skador på maskinen), rengöra. Om du inte kan pumpa ut, ska pressa muttarna lösa, för att ta bort den överpressade buren fiske, med en skruvmaskin för en runda rad lösa, rengöra, utan rengöring får inte längre köra bil.
Fem. Avmontering av huvudsakliga delar av maskinen:
1. monteringsmetod för huvudkomponenter:
(1) monteringsmetod för pressade bur (inklusive runda rader och benringar):
Rotera pressskruven, kommer att pressa ut skruven från pressfältet, sedan sätta in en diameter på 24 mm tjock järnstång i hålet för att trycka ut kakens ände, rotera lösa muttarna i motsats till klockan: lösa 4 M16-kopplingsskruvar i båda ändarna av den övre pressburen, ta bort 12 M16-skruvar som kopplar den övre och nedre pressburen, ta bort den övre pressburen för att ta bort cirkeln.
(2) Avmonteringsmetod:
Ta bort en stenring med en järnstång från sidan för att hålla fast en rad, slå på den andra änden med handen för att slå ut en rad och resten av raden kommer att lösa sig automatiskt.
(3) monteringsmetod:
Ställ upp raderna, istället för tanken vänder nedåt (rekommenderas att placera träbrädan nedan), placera raderna utanför en ordentlig ordning på inre väggen. Med den djupa tankens enda ände nedåt kan de två raderna av den djupa tankens yta inte placeras motsatt varandra. Den sista raden med metallstav träffa "om raden löser, kan du lägga järn skinn mellan raden, så att raden klister fast vid inre väggen, för att nå med händerna röra inre väggen utan framträdande fenomen.
4) Utrustning av bur:
Placera rullen med tanken riktad mot stativet och placera sedan rullen i ordningsnummer. Ta ut tanken mot hyllan. Sedan trycka på muttarna med några mindre knäpp för att hålla fast vid den runda raden och pressa bur i monteringen. (Upper och nedre pressbur är tillverkade i par, om byte måste bytas ut) med avlägsnade skruvar växla efter skruvar.
Onlineförfrågan
-
Kontakter
-
Företag
-
Telefon
-
E-post
-
WeChat
-
Kontrollkod
-
Meddelandeinnehåll
-